


在材料选型时,很多人紧盯CLTE(线性热膨胀系数)这个数值,认为只要它够小,材料的尺寸稳定性就好。但你是否想过,脱离玻璃化转变温度(Tg)和熔点(Tm),CLTE 不过是个 “表面数据”?结合体积 - 温度曲线,今天就聊聊,这三个参数如何 “牵一发而动全身”,选错可能让材料直接 “翻车”!
一、温度-体积曲线揭秘:材料性能变化的 “底层逻辑”
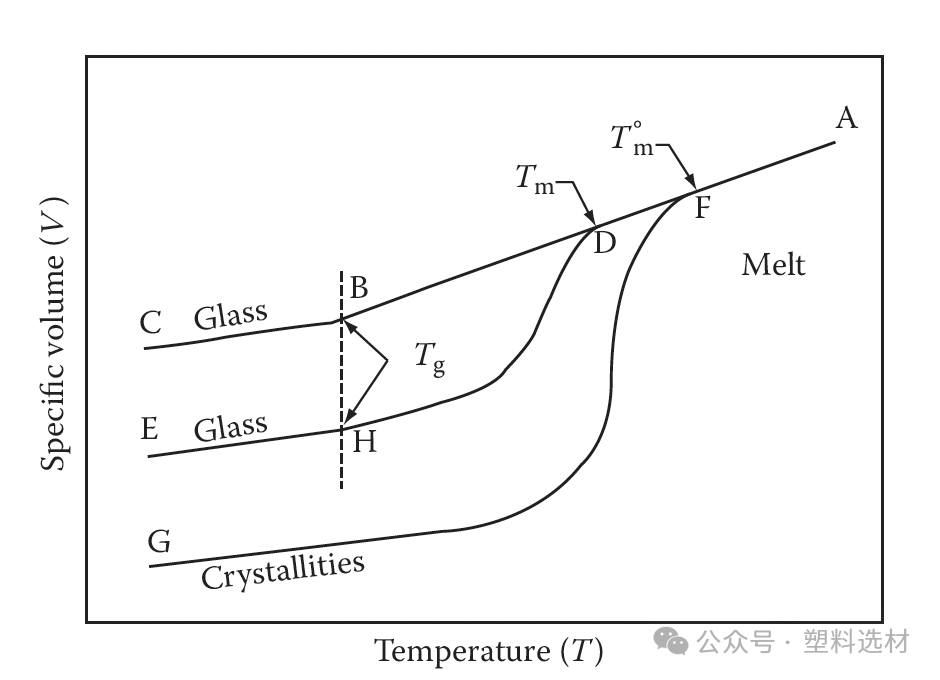
我们用三条曲线,清晰展现了不同结构聚合物的体积随温度变化的规律,而这背后藏着 CLTE、Tg 和 Tm 的深层关联:
M. Chanda. Plastics Technology Handbook. 2018
- 无定形聚合物(曲线 ABC)
在 C-B 段(低于 Tg),材料处于玻璃态,分子链被 “冻结”,只能小幅度振动,此时 CLTE 较小,材料体积随温度变化缓慢。当温度升至 Tg(B 点),大量链段开始运动,材料瞬间从硬脆转变为柔韧,而体积也因分子链舒展、间距增大,出现显著膨胀,CLTE 数值急剧上升。继续升温至 A 点,材料变成粘性液体,体积持续增大。
- 完美结晶聚合物(曲线 G-F-A)
由于分子链高度有序排列,在到达 Tm(F 点)之前,材料保持固态,分子链间作用力强,无明显Tg,体积变化微弱,CLTE 稳定且较低。一旦温度达到 Tm,结晶结构瞬间瓦解,分子链挣脱束缚,材料直接熔化为液体,体积剧烈膨胀,CLTE 彻底失控。但实际不存在这样的完美结晶聚合物。
- 半结晶聚合物(曲线 E-H-D-A)
实际材料大多是半结晶态。在 H 点(Tg),无定形区域分子链先 “苏醒”,引发体积小幅度膨胀,CLTE 小幅增加;当温度接近 Tm(D 点附近),结晶区域开始熔化,分子链运动加剧,体积出现第二次大幅膨胀,CLTE 再次飙升。
二、被误解的 CLTE:数值背后的 “隐藏开关”
通过温度-体积曲线可以更直观地理解,CLTE 并非一成不变的数值,而是受 Tg 和 Tm 操控的 “动态参数”。实际测试所得的温度-体积曲线也不是这么理想的直线(见文章最下面)
- Tg 决定 CLTE “突变点”
从曲线可见,温度跨越 Tg 时,体积 - 温度曲线斜率陡增,意味着 CLTE 突然变大。比如PMMA(Tg 约 105℃),常温下处于曲线 C-B 段,CLTE 稳定,但夏天暴晒(温度逼近 Tg),进入 B-A 段,体积膨胀甚至会挤裂框架。
- Tm 引发 CLTE “失控”
结晶材料在接近 Tm 时,体积曲线近乎垂直上升,CLTE 直接 “爆表”。热水管若选 Tm 不足的塑料,水温过高时,材料会沿着曲线快速从固态变为液态,管材鼓包、爆裂也就不足为奇了。
|
温度范围 |
无增强 PEEK (×10⁻⁶/K) |
PEEK‑GF30/CF30 (×10⁻⁶/K) |
|---|---|---|
|
25至140 °C |
30–45 |
5–10 |
|
145°C至200 °C |
快速上升至 60–70 |
10–20 |
|
200 °C以上 |
更高,进入塑性状态后CLTE继续上涨 |
仍低于纯树脂但上升明显 |
三、脱离 Tg/Tm 看 CLTE,这些坑等着你!
1. 精密设备 “尺寸失控”
在 3C 产品中,手机芯片与外壳的热膨胀匹配至关重要。只看 CLTE 选外壳材料,忽视 Tg,选择ABS,夏天高温时,外壳材料一旦接近或超过 100度,就会从曲线 C-B 段跃入 B-A 段,开始变软、膨胀,轻则顶开屏幕,重则挤压芯片导致短路。
正确思路:选 CLTE 低且 Tg 高于使用温度的材料(如聚碳酸酯,Tg 约 140℃),确保材料始终处于曲线 C-B 段,高温下既不变形,又不 “热胀挤坏零件”。
2. 高温部件 “熔胀报废”
工业烤箱、汽车发动机的密封件,若只关注 CLTE 而忽略 Tm,后果更严重。普通橡胶 CLTE 虽适中,但 Tm 低,高温下会从曲线固态段快速滑向液态段,直接熔化成 “黏糊”,失去密封功能。
正确思路:改用硅橡胶(Tm 超 200℃),即使 CLTE 略高,因远离熔点,始终处于曲线固态段,高温下也能保持结构稳定,避免 “热膨胀 + 熔化” 双重失效。
3. 低温场景 “脆裂崩溃”
极地科考设备的外壳,若选 CLTE 低但 Tg 高的材料,低温下材料会长期处于曲线接近 C 点的区域,分子链 “冻僵”(低于 Tg),不仅弹性消失,还会因微小体积收缩(CLTE 再小也会收缩!)产生应力集中,一碰就裂。
正确思路:选 Tg 低于环境温度的特种塑料(如聚四氟乙烯,Tg 约 - 100℃),确保材料处于曲线 B-A 段的柔性区域,低温下既不脆裂,又能控制体积变化。
四、真实材料案例:数据背后的 “性能陷阱”
1. PP(聚丙烯):看似安全,实则暗藏隐患
PP 的玻璃化温度在 -15~0℃,尽管其正常使用温度远低于熔点(约 165℃),但在实际应用中,环境温度波动常常会覆盖这一区间。比如,在北方冬季,户外的 PP 管材可能因温度降至 Tg 以下,分子链 “冻结”,尺寸收缩明显;而当温度回升接近 Tg 时,分子链重新活跃,管材体积显著膨胀。即便添加了无机填充料来降低 CLTE,由于填充料与 PP 基体在 Tg 附近的膨胀特性差异,依然难以避免整体膨胀过大、尺寸稳定性差的问题。
2. PA(聚酰胺,尼龙):高温与低温的双重挑战
PA 同样面临类似困境。其 Tg 通常在 40~60℃,而在一些对耐热有要求的场景(如汽车发动机周边部件),使用温度可能短暂超过这一范围。当温度逼近 Tg,PA 材料的体积会快速膨胀,导致部件尺寸偏差,影响装配精度。同时,在低温环境下,PA 的脆性增加,体积收缩引发的内应力可能导致材料开裂,这也是 PA 制品在极端温度环境中可靠性下降的重要原因。
3. PC/ABS 合金:性能协同的 “双刃剑”
PC/ABS 合金结合了 PC 和 SAN(苯乙烯 - 丙烯腈共聚物)的特性,其性能由 PC、SAN 等各组分的玻璃化温度以及实际使用温度共同决定。当温度低于 PC 的 Tg(140℃)和 SAN 的 Tg(约 100℃)时,合金材料表现出优异的刚性和尺寸稳定性;但当温度接近两者的 Tg 区间,不同组分的膨胀行为差异可能导致不同程度的CLTE。因此,在使用 PC/ABS 合金时,必须精准考量使用温度与各组分 Tg 的关系,才能充分发挥其性能优势。
五、看懂 CLTE “底层逻辑”,选材不再 “抓瞎”
- 高温场景
优先选 Tm 高、且 CLTE 在 Tg 以下稳定的材料(如工程塑料 PEEK),防止材料在高温下从曲线固态段滑向液态段,避免熔化 + 过度膨胀;
- 精密结构
匹配 CLTE 与 Tg,预留 “热膨胀间隙”,确保材料始终在曲线稳定区间工作,避免温度波动导致尺寸偏差;
- 宽温环境
关注 CLTE 在 Tg/Tm 区间的变化曲线,选 “膨胀率平缓” 的材料,减少性能在曲线转折点的突变风险。
结语
温度-体积曲线就像一把钥匙,帮我们打开了理解材料性能的大门。CLTE 就像材料的 “体温表”,而 Tg 和 Tm 才是决定体温的 “健康密码”。下次选材,别再盯着一个数值 “闭门造车”!多对照曲线研究背后的温度机理,参考真实材料案例的 “避坑经验”,才能避开 90% 的 “材料坑”。
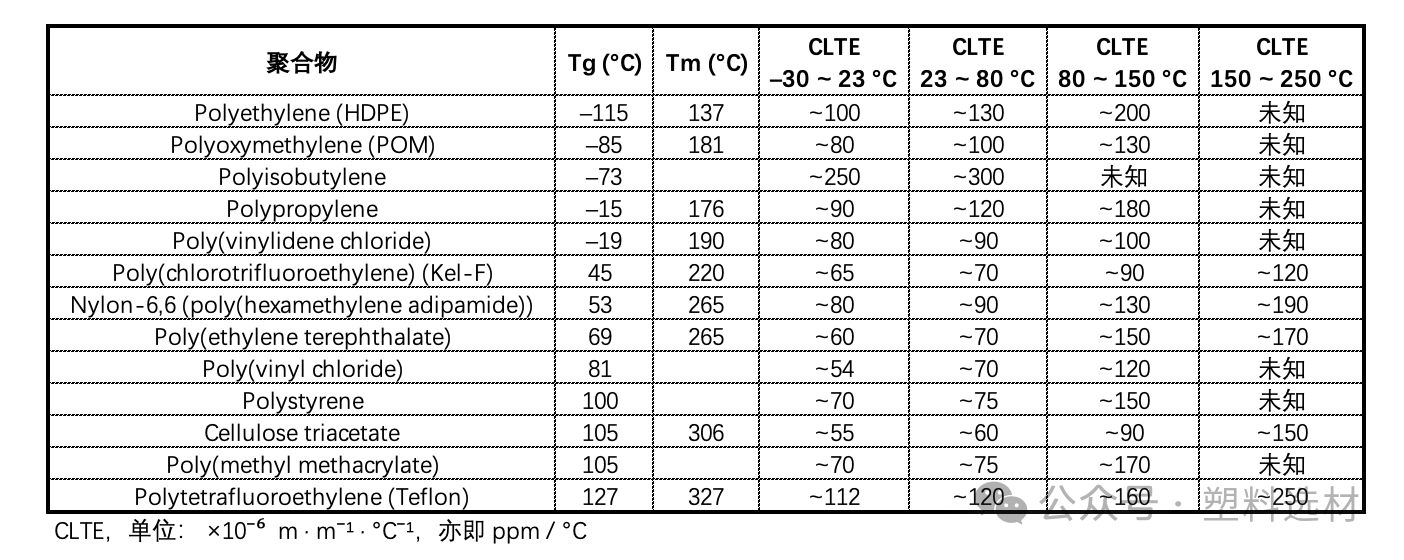
只有足够的CLTE数据,你才能不踩坑,小编给你总结了一些:
你遇到过因 CLTE “翻车” 的案例吗?评论区聊聊,一起避雷!